








球形儲(chǔ)罐廣泛應(yīng)用于石油化工等領(lǐng)域,是十分常見的壓力容器。通常情況下,球罐因承受高壓和某些介質(zhì)腐蝕容易發(fā)生應(yīng)力腐蝕開裂,傳統(tǒng)的無損檢測手段,僅能對球罐存在的宏觀缺陷進(jìn)行檢測而無法監(jiān)控應(yīng)力集中部位;金屬磁記憶檢測技術(shù)具有識(shí)別構(gòu)件的應(yīng)力集中區(qū)域、可檢測宏觀缺陷及微觀缺陷的特點(diǎn)。通過對球罐實(shí)施現(xiàn)場磁記憶檢測,結(jié)合常規(guī)射線探傷,可有效判定球罐存在的應(yīng)力集中部位,同時(shí)可檢測出內(nèi)部存在的宏觀缺陷,為國內(nèi)金屬磁記憶檢測應(yīng)用提供了參考。
關(guān)鍵詞:球形儲(chǔ)罐;無損檢測;應(yīng)力;金屬磁記憶檢測
球形儲(chǔ)罐是石油、化工、化肥和制氫等行業(yè)常用的大型壓力容器之一,由多塊球瓣板焊接制成。在實(shí)際的使用過程中,球罐內(nèi)部往往承載較大應(yīng)力并承受介質(zhì)的腐蝕,外部則遭受大氣的腐蝕。通常情況下,若球罐內(nèi)部承載高含硫介質(zhì)長期運(yùn)行后,內(nèi)部易產(chǎn)生應(yīng)力腐蝕開裂。目前針對球罐結(jié)構(gòu)完整性檢測方法主要是磁粉、超聲波和聲發(fā)射,但是這些檢測方法需要消耗大量的檢驗(yàn)時(shí)間,僅能檢測動(dòng)態(tài)活性缺陷,對于即將產(chǎn)生缺陷的應(yīng)力集中區(qū)域則無法實(shí)施有效關(guān)注。
金屬磁記憶檢測是一種可以檢測金屬部件應(yīng)力集中區(qū)域以及早期或現(xiàn)有損傷缺陷的檢測技術(shù)[1]。該技術(shù)檢測效率較高,針對部件疲勞損傷檢測方面顯示出良好的應(yīng)用前景[2]。利用金屬磁記憶檢測技術(shù),對寧波市某化工區(qū)球形儲(chǔ)罐進(jìn)行金屬磁記憶現(xiàn)場檢測,結(jié)合常規(guī)射線檢測進(jìn)行驗(yàn)證,檢測效果良好。
1 磁記憶檢測技術(shù)
1997年,俄國科學(xué)家Dubov A A首次提出了金屬磁記憶概念[3]。此技術(shù)是以地磁場為信號(hào)發(fā)射源,可對鐵磁性材料工件的應(yīng)力集中及結(jié)構(gòu)出現(xiàn)損傷的區(qū)域進(jìn)行檢測;另外,鐵磁性工件因受應(yīng)力及地磁場的共同作用,會(huì)在應(yīng)力集中區(qū)域產(chǎn)生具有記憶效應(yīng)的漏磁場[4]。通過對鐵磁性工件存在的漏磁場信號(hào)進(jìn)行采集分析,不但可以檢測出工件存在的宏觀缺陷,同時(shí)還可以檢測出常規(guī)探傷手段無法檢測的微觀缺陷及即將產(chǎn)生缺陷的應(yīng)力集中區(qū)域,因此磁記憶檢測技術(shù)具有較好的超前預(yù)警能力[5]。與傳統(tǒng)的宏觀無損檢測技術(shù)相比,金屬磁記憶檢測技術(shù)操作較易上手,且主要測量的是工件存在早期隱患,因此是一種具有較好完整性評(píng)估能力的檢測方法[6]。
作為一種新興的無損檢測方法,磁記憶檢測技術(shù)一直受到了國內(nèi)外檢測界的關(guān)注;然而,由于該項(xiàng)技術(shù)起源于實(shí)際工程應(yīng)用,發(fā)展至今僅僅十余年,因此磁記憶檢測理論研究方面在早期階段存在一定不足。2000年,南昌航空大學(xué)任吉林教授在國內(nèi)首先引入了金屬磁記憶檢測技術(shù)及儀器[7]。仲維暢等提出了應(yīng)力磁效應(yīng)的電磁感應(yīng)理論,解釋了金屬磁記憶中的磁機(jī)械效應(yīng)[8]。黎連修等利用磁致伸縮方程分析了磁記憶現(xiàn)象產(chǎn)生的條件和規(guī)律,對磁記憶檢測原理做了較為詳細(xì)的補(bǔ)充[9]。經(jīng)過大量的試驗(yàn)研究,金屬磁記憶檢測技術(shù)理論應(yīng)用體系逐漸成熟,現(xiàn)在金屬磁性記憶檢測技術(shù)已成為一種切實(shí)可行的檢測手段[10-12]。
2 檢測設(shè)備簡介
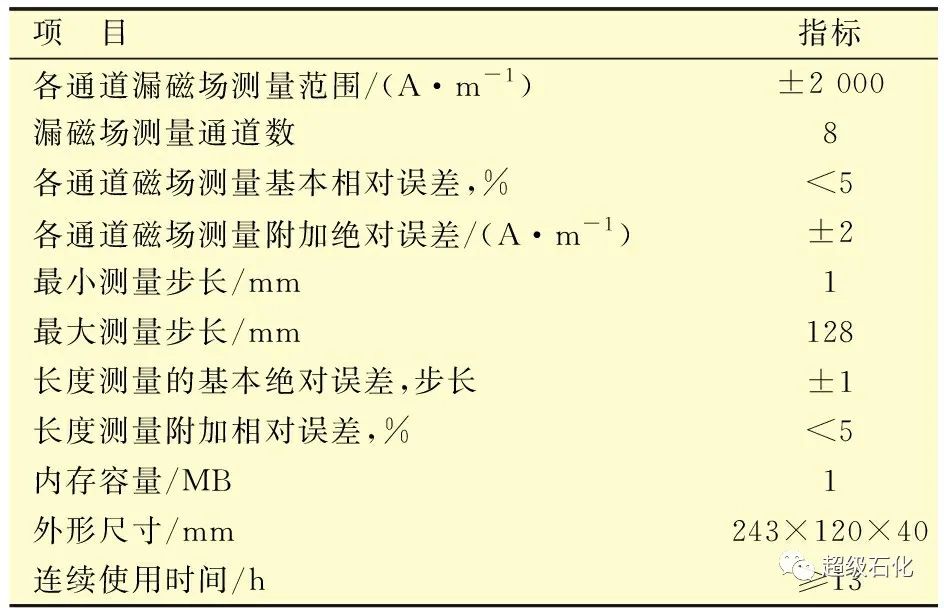
采用俄羅斯某公司出產(chǎn)的TSC-2M-8磁記憶檢測儀,用于鐵磁性構(gòu)件焊縫的100%快速檢測和不同鐵磁性金屬構(gòu)件的壽命評(píng)估。該設(shè)備為8通道磁探測式儀器,可根據(jù)儀器在檢測對象表面測得的漏磁場強(qiáng)度值和變化特性,按照檢測規(guī)范確定被檢工件的應(yīng)力集中區(qū)、金屬結(jié)構(gòu)的變化及存在的缺陷。儀器實(shí)物如圖1所示,具體儀器參數(shù)見表1。
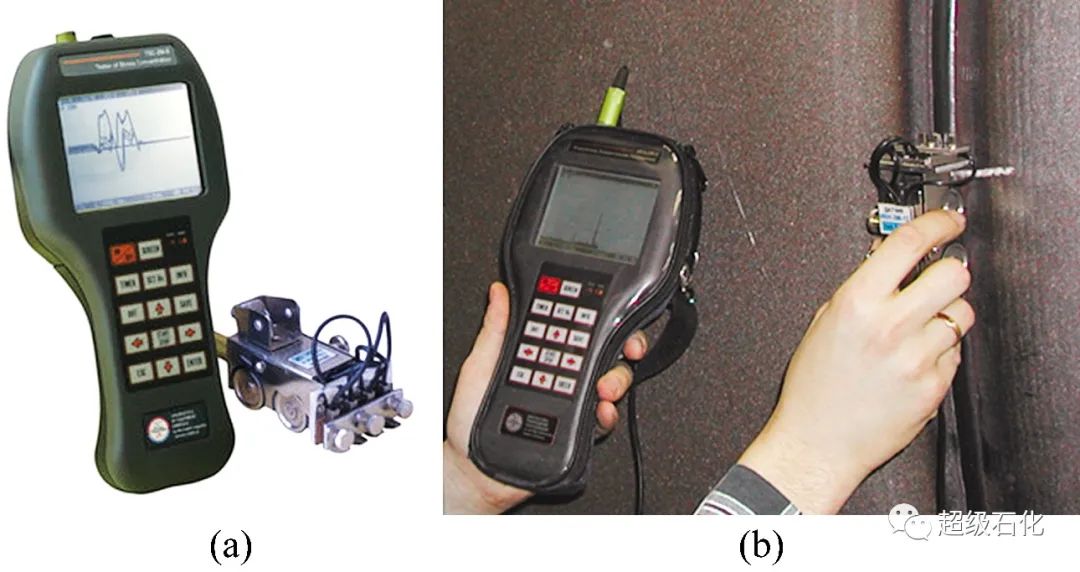
圖1 TSC-2M-8磁記憶檢測儀
表1 儀器參數(shù)
3 磁記憶檢測的應(yīng)用
3.1 待檢球罐工況
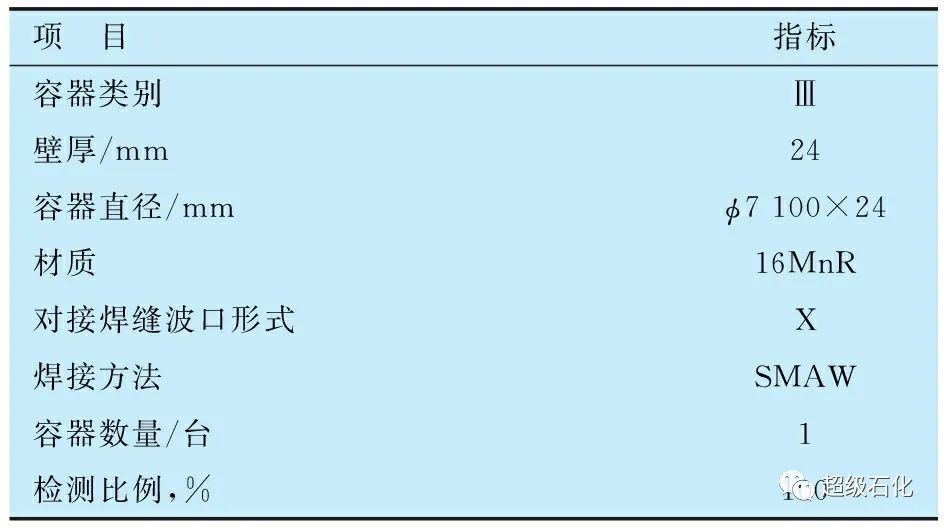
待檢對象為寧波市某化工區(qū)一臺(tái)球形儲(chǔ)罐,球罐的參數(shù)見表2。
表2 球罐參數(shù)
3.2 現(xiàn)場磁記憶檢測
利用TSC-2M-8磁記憶檢測儀對球罐外壁焊縫實(shí)施100%的金屬磁記憶檢測,采集球罐焊縫位置的剩余磁場強(qiáng)度Hp,在對球罐下級(jí)板焊縫進(jìn)行檢測的過程中,發(fā)現(xiàn)存在2處應(yīng)力集中區(qū)域信號(hào)顯示。
1號(hào)檢測位置磁記憶信號(hào)圖見圖2。現(xiàn)對1號(hào)檢測異常信號(hào)處進(jìn)行分析,通過觀察信號(hào)波形,發(fā)現(xiàn)磁記憶檢測探頭在掃查球罐某條環(huán)焊縫的過程中,經(jīng)過步長350~400 mm的距離位置,產(chǎn)生了一處異常明顯的波峰,即說明此處應(yīng)存在應(yīng)力集中區(qū)域。其余位置信號(hào)相對平穩(wěn),不記為應(yīng)力集中區(qū)域信號(hào);同時(shí),此次采集分析信號(hào)過程中,僅測量分析HP-1~HP-3通道信號(hào),同時(shí),分析特征值微分dH/dx,結(jié)合極坐標(biāo)可以進(jìn)一步判斷出探頭在環(huán)焊縫350~400 mm步長的掃查區(qū)域中存在異常。
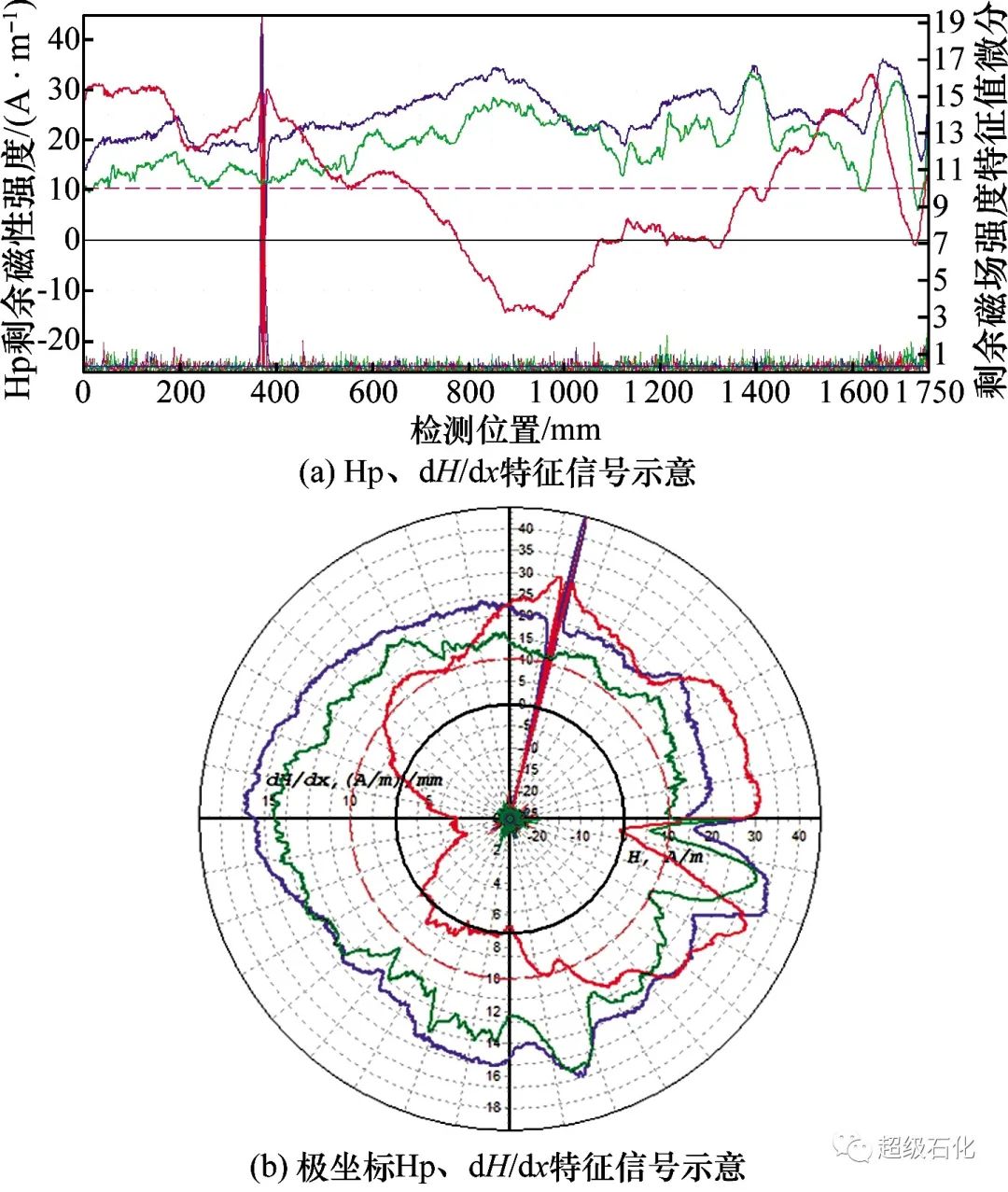
圖2 1號(hào)檢測位置磁記憶信號(hào)示意
2號(hào)檢測位置磁性記憶信號(hào)圖見圖3。對2號(hào)檢測異常信號(hào)處進(jìn)行分析,觀察信號(hào)波形,可知,磁記憶檢測探頭在掃查球罐下級(jí)板某條縱焊縫的過程中,由于操作探頭不慎抖動(dòng),在步長約850 mm產(chǎn)生了一處異常波動(dòng)峰值,而位于 1 300 mm的位置處檢測顯示存在一個(gè)明顯的信號(hào)突變,結(jié)合極坐標(biāo)條件下的磁記憶信號(hào)圖示進(jìn)行觀察,確定該條焊縫存在明顯應(yīng)力集中區(qū)域;此條被檢焊縫可能存在總體受力不均的情況。
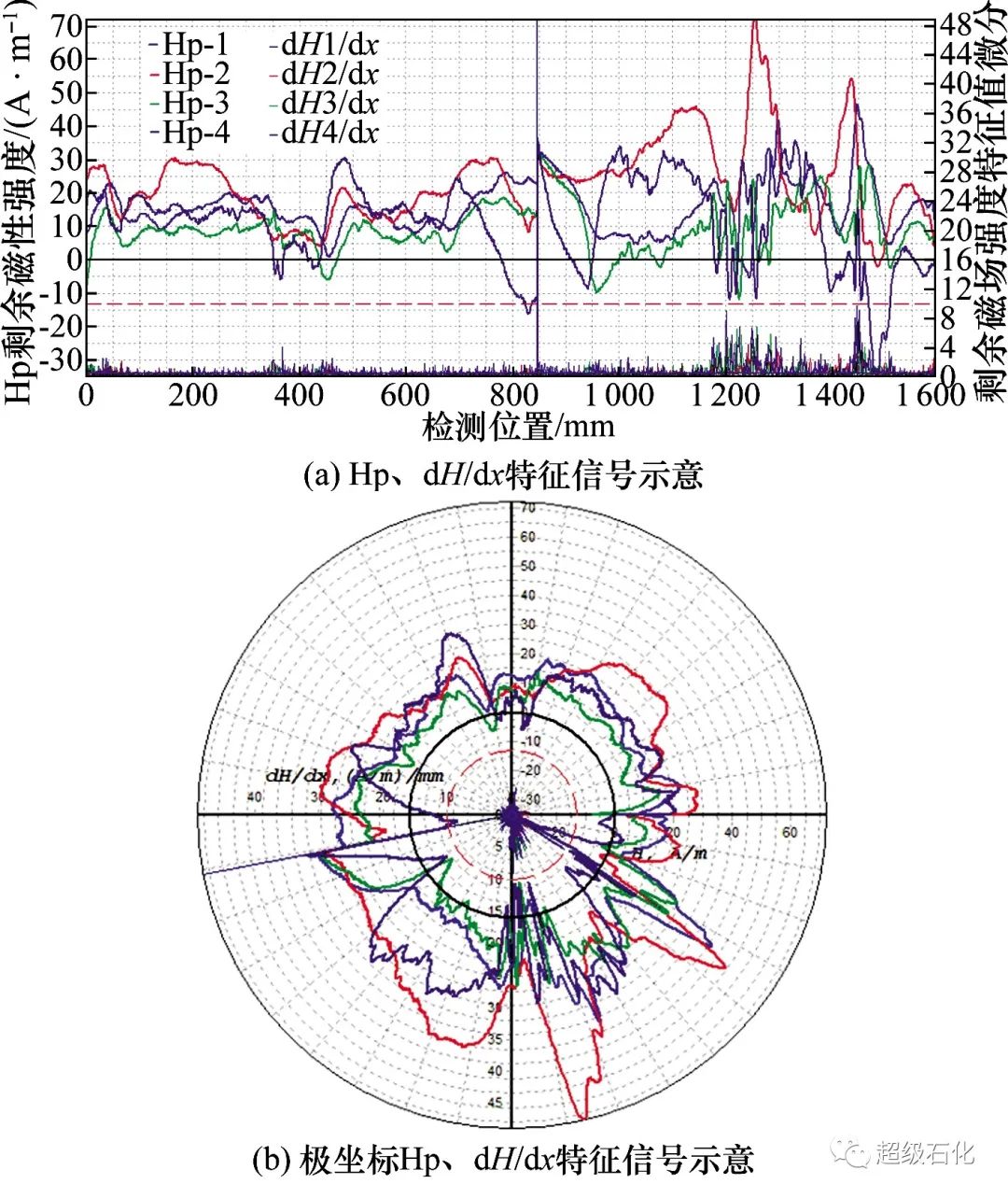
圖3 2號(hào)檢測位置磁記憶信號(hào)示意
為更好地判定2號(hào)檢測異常信號(hào)處的實(shí)際狀況,對該條焊縫重新進(jìn)行一次磁記憶掃查,見圖4。
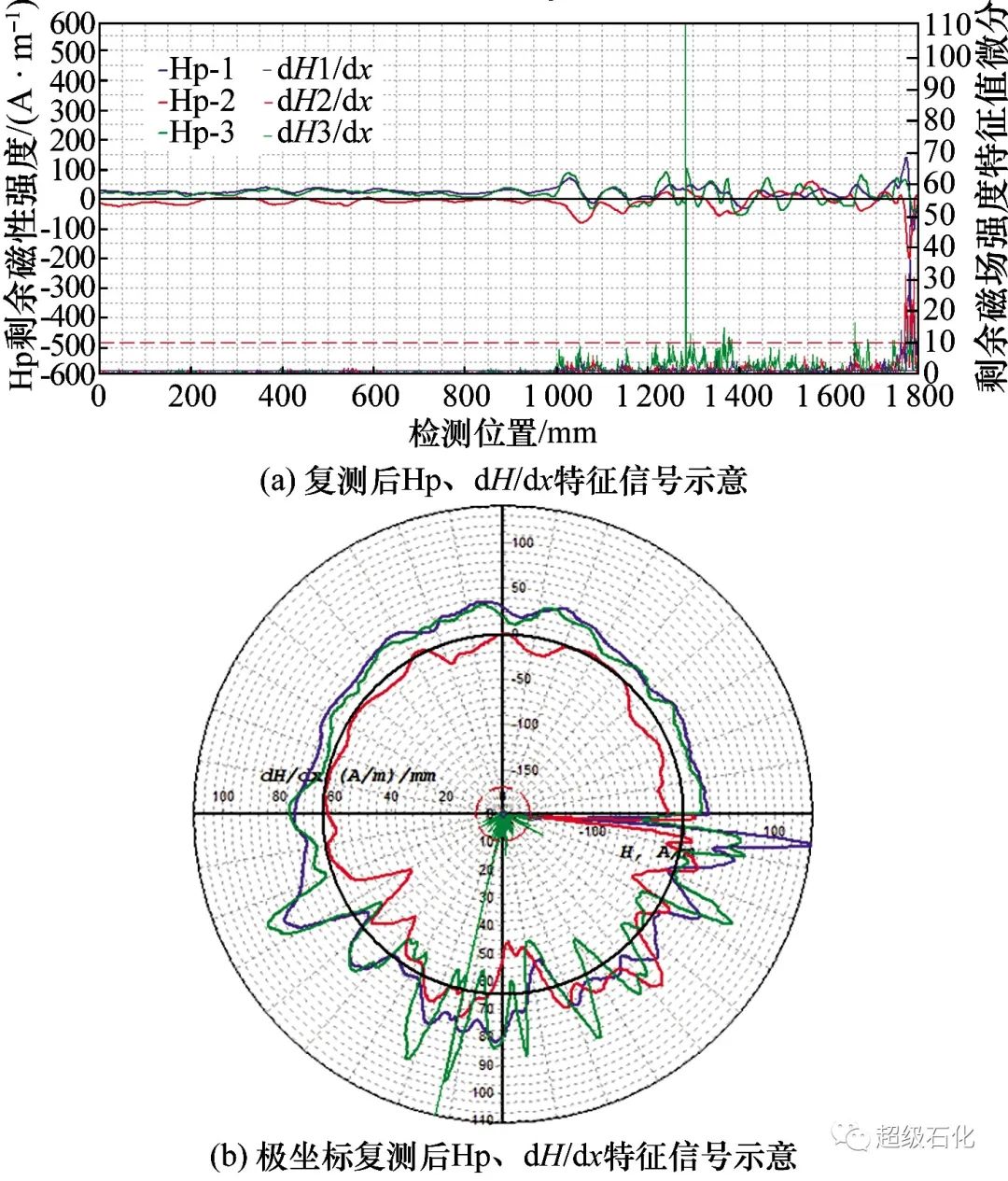
圖4 2號(hào)檢測位置復(fù)測后磁記憶信號(hào)示意
由圖4可以看出,在探頭位于1 300 mm的位置存在一處較為明顯的信號(hào)突變,即此處應(yīng)存在應(yīng)力集中區(qū)域;同時(shí),結(jié)合觀察極坐標(biāo)條件下的磁記憶信號(hào)可進(jìn)一步判斷出該條被檢焊縫內(nèi)部存在應(yīng)力分布不均現(xiàn)象,可為后續(xù)監(jiān)控、熱處理和修復(fù)等提供建議。
3.3 射線探傷復(fù)驗(yàn)
采用射線探傷手段對1號(hào)及2號(hào)檢測異常信號(hào)位置進(jìn)行復(fù)驗(yàn),1號(hào)及2號(hào)檢測異常信號(hào)位置處底片顯示存在內(nèi)部氣孔缺陷,依據(jù)NB/T 47013—2015《現(xiàn)行承壓特種設(shè)備無損檢測技術(shù)規(guī)范》判斷,氣孔數(shù)量在允許范圍內(nèi),暫可不做消除缺陷處理。
4 結(jié) 論
(1)金屬磁記憶檢測可以有效地判定球罐焊縫中可能存在的宏觀缺陷,同時(shí)可以檢測出焊縫內(nèi)部應(yīng)力集中的部位。
(2)通過結(jié)合常規(guī)探傷手段,可以在磁記憶檢測存在異常的應(yīng)力集中部位檢測出氣孔缺陷,說明利用金屬磁記憶檢測法檢測出來的應(yīng)力集中區(qū)域應(yīng)作為常規(guī)探傷的重點(diǎn)關(guān)注區(qū)域。
(3)通過分析金屬磁記憶檢測信號(hào)可判斷出被檢工件部位的整體受力情況,可在設(shè)備后續(xù)管理工作中,對部件進(jìn)一步處理等提供指導(dǎo)。
(4)金屬磁記憶檢測目前在實(shí)際應(yīng)用中主要作為一種先導(dǎo)檢測手段,對于缺陷的定性和定量檢測還必須依靠其他檢測手段輔助完成。
作者:賴 圣1,孫 杰2,李運(yùn)濤3 (1.寧波市特種設(shè)備檢驗(yàn)研究院;2.廣東省特種設(shè)備檢測研究院;3.中國特種設(shè)備檢測研究院)。


